
 info@optimum-maschinen.ru
info@optimum-maschinen.ru + 7 (499) 288-78-70
+ 7 (499) 288-78-70

Токарный станок OPTIturn TH 8020 D
Артикул: 3462230
Описание
Tокарно-винторезный станок относится к категории тяжелых токарных станков промышленного машиностроения, для обработки поверхностей металлической детали, резцами из твердых сплавов или с покрытием для точения широкого диапазона высокотемпературных сплавов.
- Основные узлы изготовлены из литого чугуна, обладающего высокой жесткостью, устойчивостью и долговечностью.
- Точность изготовления шпинделя токарного станка и применения в производстве ряда узлов, стали насыщенной легирующими элементами, с последующей термообработкой и шлифовкой, позволяют добиться высокой точности и плавности вращения, уменьшения радиального биения до 0,015 мм.
- Присоединительная поверхность ASA D1 — 8″ позволяет закрепление на токарно-винторезном станке различных видов патронов и оснастки. Защитный кожух патрона имеет концевой выключатель, для предотвращения от внезапного включения. Для этого, на Оптимум TH 8020D имеется механический тормоз шпинделя.
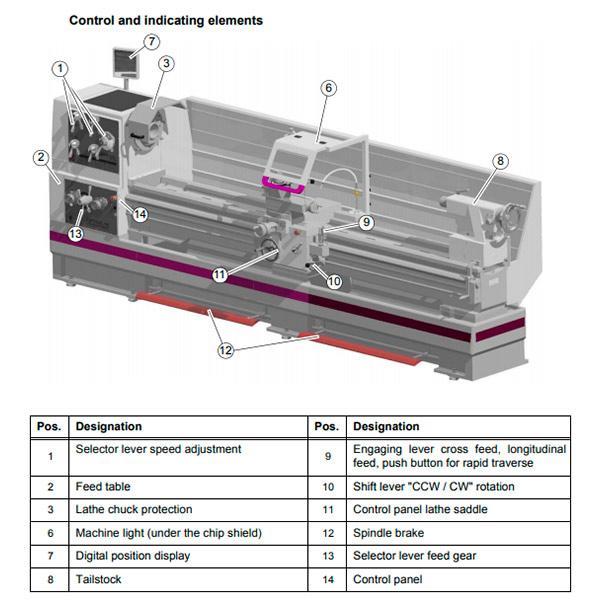
- Управление токарной обработкой выполняется с компактной панели, на которой находятся переключатели, кнопки и рычаги. Удобство настройки составляют настроечные таблицы. Обратите внимание, на то, что настройка метрических и дюймовых видов резьбы выполняется на токарно-винторезном станке без сменных шестерен. Наличие сменных шестерен гитары расширяет возможности нарезания других видов резьбы с различными шагами.
- Шестерни и валы станка, входящие в состав коробки скоростей изготовлены с геометрической точностью, закалены и отшлифованы. В токарно-винторезном станке работа шестерней коробки скоростей происходит в масляной ванне, что увеличивает плавность, бесшумность в работе и долговечность. 16 ступеней скоростей в пределах 25 – 1600 оборотов в минуту увеличивают возможности обработки на различных скоростях резания.
- Установка различных конструкций резцов осуществляется в резцедержателе в виде картриджа, удобство которого составляет его быстрая смена инструмента. Верхняя каретка суппорта токарно-винторезного станка, поворачивается на 360°, что позволяет выполнять обработку коротких наружных и внутренних конических, а также фасонных поверхностей.
- Перемещение механизмов суппортной группы производится маховиками с лимбами. На Оптимум TH8020D контроль линейных перемещений осуществляется цифровой индикацией устройства DPA 2000. Защита ходовых винтов от попадания стружки на токарно-винторезном станке, происходит с помощью спиральных кожухов.
- Обработка длинных деталей и конусов до 3000 мм на токарно-винторезном станке, происходит при помощи задней бабки, пиноль которой имеет редуктор с передаточным отношением ¼ или 1/1. Смещение бабки можно производить на ±13 мм. Ручное перемещение производится маховиком с лимбом, и фиксируется фиксатором. Осевой инструмент и оснастка закрепляются в пиноли с конусом Морзе 5. Ход пиноли на токарно-винторезном станке по металлу Оптимум TH8020D составляет 235 мм.
- Направляющие станины станка термически обработаны и отшлифованы на шлифовальных станках, за счет чего увеличивается плавность и точность перемещений движущихся частей. Для быстрого перемещения суппорта на станке установлен привод. Смазка трущихся частей производится централизовано, системой смазки токарно-винторезного станка.
- Охлаждение инструмента и заготовок на станке выполняется системой подачи СОЖ. Жидкость подается по гибким шлангам и дозируется краном. Хранение эмульсии на токарно-винторезном станке осуществляется в выносном баке, который можно легко и быстро заполнить и очистить.
- Защита от отлетающей стружки производится защитным экраном.
- Местно освещение зоны реза на станке производится станочным светильником.
- Станина токарно-винторезного станка опирается на удобное основание с отдельными отделениями под инструмент, что предохраняет режущий и измерительный инструмент от поломок, зазубрин, освобождает рабочее пространство.
Технические характеристики
| Характеристика | Значение |
|---|---|
| Напряжение, В | 400 |
| Конус шпинделя | КМ7 |
| Количество скоростей | 16 |
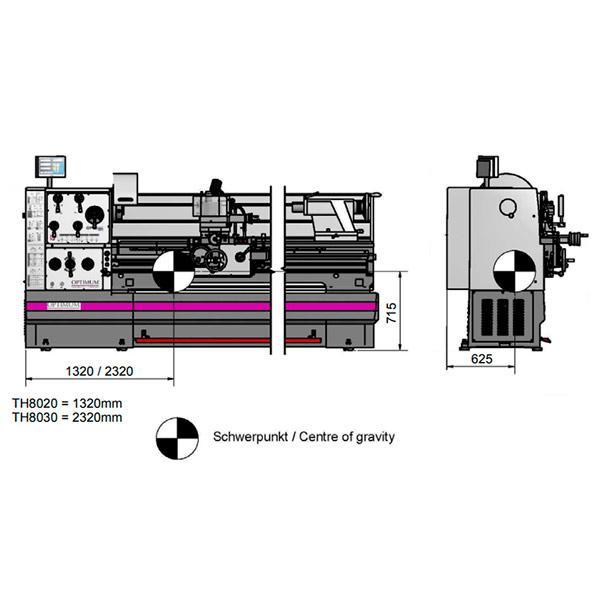
| Вес брутто, кг | 3950 |
| Габариты упаковки (ДхШхВ), мм | 3770x1150x1840 |
| Общая потребляемая мощность, кВт | 12 |
| Высота центров, мм | 400 |
| Диаметр обработки над выемкой станины, мм | 1035 |
| Диаметр обработки над направляющими, мм | 570 |
| Диаметр отверстия в задней бабке, мм | - |
| Диаметр сквозного отверстия в шпинделе, мм | 105 |
| Диапазон оборотов (скоростей), об/мин | 25 — 1600 |
| Диапазон поперечных подач, мм/об | 0,022 - 0,74 |
| Диапазон продольной подачи, мм/об | 0,044 - 1,48 |
| Длина выемки в станине, мм | 250 |
| Количество поперечных подач | 25 |
| Количество продольных подач | 25 |
| Количество шагов (модульные резьбы) | 46 |
| Количество шагов (трапецеидальные резьбы) | 42 |
| Количество шагов дюймовых резьб | 60 |
| Количество шагов метрических резьб, мм/об | 54 |
| Конус пиноли задней бабки | КМ5 |
| Макс. диаметр обработки над станиной, мм | 800 |
| Макс. частота вращения, об/мин | 1600 |
| Мощность главного привода, кВт | 11 |
| Перемещение пиноли задней бабки, мм | 235 |
| Пределы шага нарезаемых дюймовых резьб | 80 - 7/16 ниток/дюйм |
| Пределы шага нарезаемых метрических резьб, мм/об | 0,45 — 120 |
| Пределы шага нарезаемых модульных резьб, мм/об | 0,25 - 60 |
| Пределы шага нарезаемых трапецеидальных резьб | 7/8 - 160 |
| Размер державки инструмента (резца), мм | 32 |
| Расстояние между центрами, мм | 2050 |
| Ширина направляющих станины, мм | 400 |
| Шпиндельный патрон | опция |
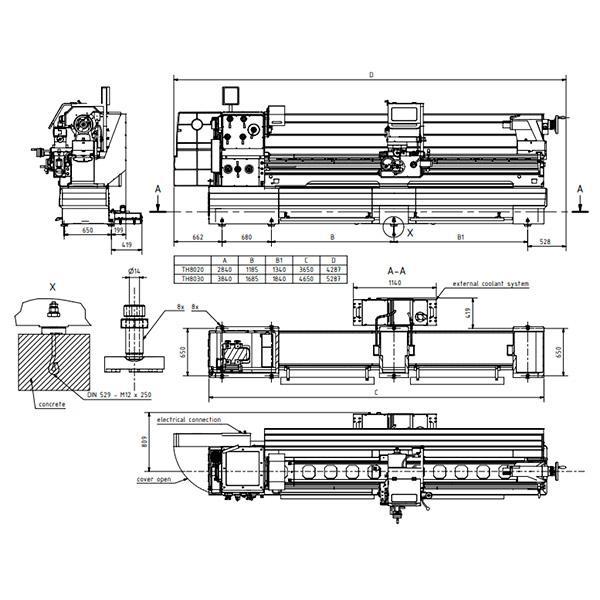
| Габариты (ДхШхВ), мм | 4287x1525x1925 |
| Вес нетто, кг | 3455 |
| Лизинг 0% | 1 |
| Ход по оси X, мм | 230 |
| Ход по оси Z, мм | 368 |
Комплектация
- Устройство цифровой индексации (УЦИ) на три оси.
- Быстросменный картриджный резцедержатель SWH 9.
- Сменный картридж 41 х 180 мм тип D — 1 шт.
- Неподвижный люнет, проходное отверстие диаметр 150 мм.
- Подвижный люнет, проходное отверстие диаметр 130 мм.
- Оправка МK 7 — МK 5.
- 2 упорных центра МК 5.
- Комплект сменных шестерен.
- Комплект обслуживающего инструмента.
- Руководство по эксплуатации на русском языке.
- Не забудьте приобрести токарный патрон!






